Идея использования ультразвукового контроля в дефектоскопии как метода принадлежит выдающемуся советскому физику Соколову С.Я. и датируется аж первой половиной XX века.
Придуманная методика оказалась настолько удачной, что и по сей день является одним из наиболее распространенных и широко применяемых способов так называемого неразрушающего метода дефектоскопии, абсолютно безопасного как для исследуемого объекта, так и для исследующего специалиста.
В настоящее время к контролю ультразвуком обращаются для решения целого ряда задач.
К методике ультразвукового контроля прибегают, когда необходимо обнаружить неявные дефекты в произведенных и эксплуатируемых изделиях и конструкциях, проконтролировать целостность сварных соединений, а также измерить и зафиксировать толщины объектов или элементов, к которым неприменимы привычные измерительные инструменты. Например, ультразвуковым контролем проверяются параметры объекта с ограниченным доступом к последнему.
Виды дефектоскопов:
К ним относятся:
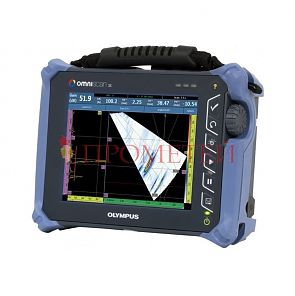
- ультразвуковые дефектоскопы, применяемые при контроле только что выполненных или уже использующихся сварных сочленений, а также для проверки основных плоскостных металлических элементов конструкции и/или объекта;
- толщиномеры, используемые в том случае, если необходим замер толщины того или иного объекта.
Примечателен тот факт, что ультразвуковые дефектоскопы позволяют выявить самый широкий спектр дефектов любого типа и формы, в независимости от их визуальной видимости, происхождения и глубины залегания. Кроме этого, существует целый ряд преимуществ, чтобы использовать эти приборы.
Основные преимущества используемого оборудования при проведении дефектоскопии:
- простота и скорость метода, гарантирующие высокую производительность и точность измерения, выполненного ультразвуковым контролем;
- относительная дешевизна дефектоскопов и их доступность — их можно приобрести практически везде;
- возможность проверки даже в тех случаях, когда полноценный доступ к объекту практически полностью ограничен;
- мобильность и компактность.
К контролю ультразвуком прибегают для определения и выявления дефектов при исследовании металлических сборных конструкций, трубо- и газопроводов и их магистралей, сортамента черного и цветного металлопрокатов, иных неметаллических и металлических объектов самого разного назначения, а также — для исследования сварных зон и околошовных плоскостей.
По своим техническим характеристикам все существующее оборудование по ультразвуковому контролю принято делить на три основных типа, которые можно приобрести повсеместно.
К ним относятся следующие ультразвуковые инструменты:
- ручные — при их использовании дефектолог все операции выполняет собственноручно;
- механизированные — этот тип дефектоскопов позволяет проводить исследование объектов без непосредственного участия специалиста;
- автоматические — в этом случае оператору нет необходимости определять координаты отражателей и проводить дефектограмму — эти процессы дефектоскоп выполняет автоматизированно.
Специалисты компании “Прометей” обладают многолетним стажем проведения неразрушающей дефектоскопии, в том числе — при контроле технически сложных объектов промышленности и производства.


 Избранное
Избранное  Сравнение
Сравнение  Доставка
Доставка Ваш заказ (0)
Ваш заказ (0)