Главная /
Оборудование для визуально измерительного контроля /
Измерительный инструмент /
Универсальный шаблон TapiRUS



Универсальный шаблон TapiRUS
Арт. 070701
Разработан в Научно-исследовательском институте интроскопии (НИИИН МНПО "Спектр") для замены многочисленных шаблонов и приспособлений, используемых при визуальном и измерительном контроле качества сварных соединений.
от 14900 ₽
Нет в наличии
Доставка по России
Самовывоз
Технические характеристики
| Производитель | МНПО "СПЕКТР" |
Описание
ВНЕСЕН В РЕЕСТР СРЕДСТВ ИЗМЕРЕНИЙ. ПОВЕРЯЕТСЯ.
Позволяет определять большинство геометрических параметров сварных соединений и поверхностных дефектов: ширина и выпуклость шва, глубина подреза, величина смещения кромок, катет углового шва, угол скоса и зазор и др.
Оснащен необходимыми элементами, позволяющими устанавливать его на криволинейную поверхность.
Для проведения высокоточных измерений на поверхность TapiRUS нанесены линейки, нониусы, индикаторные риски и шкалы.
Содержит ряд калибров для измерения угла перехода сварного шва, катетов, радиуса и углов разделки кромок.
Снабжен щупом со сменной измерительно иглой для определения величины зазоров и высот/впадин.
- Шаблон TapiRUS разработан в Научно-исследовательском институте интроскопии (НИИИН МНПО "Спектр") для замены многочисленных шаблонов и приспособлений, используемых при визуальном и измерительном контроле качества сварных соединений.
- Шаблон позволяет определять большинство геометрических параметров сварных соединений и поверхностных дефектов: ширина и выпуклость шва, глубина подреза, величина смещения кромок, катет углового шва, угол скоса и зазор и др.
- Оснащен необходимыми элементами, позволяющими устанавливать его на криволинейную поверхность
- Для проведения высокоточных измерений на поверхность TapiRUS нанесены линейки, нониусы, индикаторные риски и шкалы.
- Содержит ряд калибров для измерения угла перехода сварного шва, катетов, радиуса и углов разделки кромок
- Снабжен щупом со сменной измерительно иглой для определения величины зазоров и высот/впадин
B.шкала зазора 0…4±0,25 C.шкала зазора 1…5±0,05 D.шкала диаметров [133…1420] E.риска индикаторная F, G. линейки разделки кромок 0…25±0,5 H.вертикальная двунаправленная шкала с нониусом 0,1 мм K.вертикальная однонаправленная шкала с нониусом 0,1 мм L.линейка 0…50±0,5 мм W.шкала горизонтальная с нониусом 0,05 мм Z.шкала высот 0…22±0,5 мм A.точка измерения (острие иглы) O.нулевая точка установки | 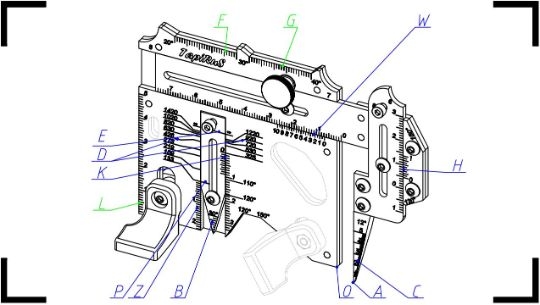 |
ТОЧНОСТЬ ИЗМЕРЕНИЙ
Погрешность измерения по шкалам шаблона не превышает 0,1 мм
ИНТЕРФЕЙС
Приложения для ПК и Android
ФУНКЦИОНАЛЬНОСТЬ
Измерение большинства геометрических параметров сварных соединений и поверхностных дефектов
ПРОСТОТА УСТАНОВКИ
Точное позиционирование по нормали к поверхности объекта контроля и стабильность положения при выполнении измерений
Эргономичные аксессуары
Отраслевые решения
ВИК на стадии входного контроля
проводится с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей
ВИК готового сварного соединения
проводят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов
ВИК при сборке свариваемых элементов
проводится с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов
ВИК в процессе эксплуатации
проводят с целью выявления изменений формы технических устройств и сооружений, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных повреждений, деформаций и пр.)
Области применения
Визуальный и измерительный контроль.
СВАРНОЕ СОЕДИНЕНИЕ ТИПА "ЛИСТ+ЛИСТ"
Измеряемые параметры и дефекты :
1. ВИК НА СТАДИИ ВХОДНОГО КОНТРОЛЯ
- толщина стенки
- глубина коррозионных язв на основном металле, глубина коррозионных язв на сварном шве
- глубина царапины (риски), задира на основном металле
- угол скоса кромки
- величина притупления
- геометрические параметры вмятины
ВИК ПРИ СБОРКЕ (ПОДГОТОВКЕ К СБОРКЕ)
- cмещение кромок
- увод (угловатость) кромок
- зазор в разделке
- высота прихватки
- угловое смещение
ВИК В ПРОЦЕССЕ СВАРКИ (НАПЛАВКИ)
- cмещение кромок
- высота корневого (заполняющего) слоя
- увод (угловатость) кромок
- угловое смещение
ВИК ГОТОВЫХ СВАРНЫХ СОЕДИНЕНИЙ (КОНСТРУКЦИЙ)
- cмещение кромок
- угловое смещение
- высота усиления шва
- высота выпуклости (при сварке разнотолщинных элементов)
- ширина усиления шва
- увод (угловатость) кромок
- глубина западания между валиками
- неполное заполнение разделки кромок
- чешуйчатость поверхности шва
- плавность перехода
- глубина подреза
- глубина кратера шва
СВАРНОЕ СОЕДИНЕНИЕ ТИПА "ТРУБА + ТРУБА" (СООСНО)
Измеряемые параметры и дефекты
ВИК НА СТАДИИ ВХОДНОГО КОНТРОЛЯ
- толщина стенки
● диаметр
● овальность трубы
● глубина коррозионных язв на основном металле
глубина коррозионных язв на сварном шве
● глубина царапины (риски), задира на основном металле
● угол скоса кромки
● величина притупления
● геометрические параметры вмятины
ВИК ПРИ СБОРКЕ (ПОДГОТОВКЕ К СБОРКЕ)
- cмещение кромок
● увод (угловатость) кромок
● зазор в разделке
● высота прихватки
● угловое смещение
ВИК В ПРОЦЕССЕ СВАРКИ (НАПЛАВКИ)
● cмещение кромок
● высота корневого (заполняющего) слоя
● увод (угловатость) кромок
● угловое смещение
ВИК ГОТОВЫХ СВАРНЫХ СОЕДИНЕНИЙ (КОНСТРУКЦИЙ)
- cмещение кромок
● угловое смещение
● высота усиления шва
● высота выпуклости (при сварке разнотолщинных элементов)
● ширина усиления шва
● увод (угловатость) кромок
● глубина западания между валиками
● неполное заполнение разделки кромок
● чешуйчатость поверхности шва
● плавность перехода
● глубина подреза
● глубина кратера шва
ПРОДОЛЬНЫЙ СВАРНОЙ ШВОВ ОБЕЧАЕК, ЦИСТЕРН, ТРУБ
Измеряемые параметры и дефекты :
ВИК НА СТАДИИ ВХОДНОГО КОНТРОЛЯ
- толщина стенки
- диаметр
- овальность трубы
- глубина коррозионных язв на основном металле
- глубина коррозионных язв на сварном шве
- глубина царапины (риски), задира на основном металле
- угол скоса кромки
- величина притупления
- геометрические параметры вмятины
ВИК ПРИ СБОРКЕ (ПОДГОТОВКЕ К СБОРКЕ)
- cмещение кромок
- увод (угловатость) кромок
- зазор в разделке
ВИК В ПРОЦЕССЕ СВАРКИ (НАПЛАВКИ)
- cмещение кромок
- высота корневого (заполняющего) слоя
- увод (угловатость) кромок
ВИК ГОТОВЫХ СВАРНЫХ СОЕДИНЕНИЙ (КОНСТРУКЦИЙ)
- cмещение кромок
- высота усиления шва
- ширина усиления шва
увод (угловатость) кромок внутренний
- глубина западания между валиками
- неполное заполнение разделки кромок
- чешуйчатость поверхности шва
- плавность перехода
- глубина подреза
- глубина кратера шва
ТАВРОВОЕ СВАРНОЕ СОЕДИНЕНИЕ
Измеряемые параметры и дефекты
ВИК НА СТАДИИ ВХОДНОГО КОНТРОЛЯ
- толщина стенки
- глубина коррозионных язв на основном металле
глубина коррозионных язв на сварном шве
- глубина царапины (риски), задира на основном металле
- угол скоса кромки
- величина притупления
- геометрические параметры вмятины
ВИК ПРИ СБОРКЕ (ПОДГОТОВКЕ К СБОРКЕ)
- угол между свариваемыми элементами
- зазор в разделке
ВИК ГОТОВЫХ СВАРНЫХ СОЕДИНЕНИЙ (КОНСТРУКЦИЙ)
- угол между свариваемыми элементами
- катет
- асимметрия углового шва
- толщина углового шва
- превышение (уменьшение) катета
Также методики контроля с использованием TapiRUS могут быть разработаны для следующих типов соединений (конструкций):
- тройниковое сварное соединение трубопроводов
- нахлесточное сварное соединение
- труба+лист
- сварное соединение спиралешовных труб
Связаться с нами
Нажимая на кнопку «Отправить заявку», Вы соглашаетесь на обработку персональных данных.
